

高端家具定制工廠,木工師傅怎樣看圖紙
專欄:行業資訊
發布日期:2018-09-25
閱讀量:14500
作者:
收藏:
圖紙是實現建筑、產品設計方案的依據,是“工程的語言”,它明確規定了要建造一幢什么樣的建筑,要加工一件什么樣的產品,并且具體規定了形狀、尺寸、做法和技術要求。
家具廠木工除了較多地接觸本工種的圖紙外,有時還要結合整個圖紙看圖,才能交圈配合,不出差錯。為此必須學會識圖方法,才能收到事半功倍的效果。
一、識圖的方法:
1、圖樣的概念:各種工業產品或者是設計產品,都是有圖樣的。所謂圖樣,實際上就是一種圖形語言,它是利用圖形來解釋,分析和演算產品的結構、開頭和內在聯系的。
2、圖樣的分類:由于工業生產過程中不同階段的需要,對于圖樣就有不同的要求。從一張圖樣上包括的內容來分,產品圖樣大致有這樣幾種:
1).結構裝配圖:結構裝配圖是設計圖樣中最重要的一種,它能夠全面表達產品的結構。結構裝配圖應該有產品所有結構和裝配的關系,如各種接合、各種裝飾工藝,以及裝配工序所需用的尺寸和技術要求等。
2).零件圖:零件圖是產品各個零件的圖樣。零件圖上有零件的圖形、尺寸、技術要求和加工注意事項等。大多數工業產品,除了產品零件圖外,還包括產品附近件的圖樣。所以零件圖實際上是生產工業產品的基本依據。
3).組件圖:組件圖是介于結構裝配圖和零件圖之間的一種圖樣,它是由幾個零件裝配成產品的一個組件的圖樣,如家具中的抽屜、櫊門等。生產分工不細的時候,常常用組件圖代圿零件圖加工零件和裝配成組件。
4).大樣圖:工業產品中常常有曲線形的零件、開頭和彎曲都有一定要求,加工比較困難。為了滿足加工要求,把曲線形的零件劃成和成品一樣大小的圖形,這就是大樣圖。在生產中,通常將大樣圖先復印在膠合板上,然后用鋸按線條鋸下,制成劃線用的樣板。對于圓規不能劃出的曲線,可以用一定尺寸的方格線,正確繪制線條的形狀,大樣圖上方格線的大小,要根據零件大小和曲線復雜程序決定。一般取5的倍數,應用起來較為方便。
5).立體圖:又稱為草圖或示意圖。在一張立體圖上,同時能看到三個方向(上下、左右和前后六個方向中的三個)立體感很強的圖形。由于它有這個特點,對初學識圖的人很有幫助,先看了立體圖,在腦子里就有個大概的模樣,然后再看看結構裝配圖或零件圖就比較容易些,因此立體圖作為結構裝配圖或零件圖的輔助圖形最合適。
立體圖在制圖學中有“透視圖”和“軸測圖”的分別。“透視圖”就像攝影照片一樣,一件物品近大遠小,跟肉眼看到的完全一樣;而“軸測圖”的畫法就不同了,它是把遠處和近處畫成與實際產品一樣大小,平行的還是平行,這樣畫起來較為容易。對于小型工業產品設計而言,一般用軸測圖完全可以代替透視圖。
二、剖視圖和斷面圖的識讀:
當物體內部構造和形體復雜時,為了能夠清楚的反映其自身結構,往往采用繪制剖面圖和剖視圖的方法來加以表達。
1、全剖視圖,平面表示,如圖1-1所示為一框架的全剖視圖。
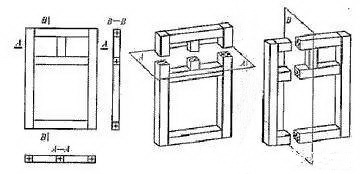
圖1-1框架的全剖視圖
其俯視圖為A-A全剖視,由水平剖切平面AA剖切面得,左視圖是用BB側平面剖切面剖切而得的B-B全剖視圖。圖中剖到的部分是木材方材的橫斷面,是用一對細實線對角線表示出來的。剖視圖的標注方法是用兩段粗實線表示剖切符號,標明剖切面位置,剖切符號盡量不與輪廓線相交。
2、半剖視圖,當產品或其零、部件對稱(或基本上對稱)時,在垂直于對稱平面的設影面上的投影,可以以對稱中心線為分界線,一半畫成剖視,另一半仍畫視圖。如圖1-2所示左視圖畫成了半剖視圖。半剖視圖利用所畫對象的對稱,既反映了內部結構形狀,同時也畫出了外形,節省了視圖,也便于識圖。半剖視的標注方法同全剖視。剖切符號仍與全剖視一樣橫貫圖形,以表示剖切面位置。

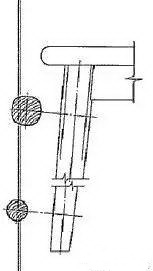
圖1-2腳架 圖1-3移出斷面
3、斷面圖,假想用剖切平面將家具的某部分切斷,僅畫出被剖切到的表面形狀,稱為斷面圖。斷面圖按其圖形的位置分為移出斷面圖和重合斷面圖兩種。
移出斷面圖如圖1-3所示。在某桌子腿的上部和下部都用一垂直于軸線的剖切平面剖切桌腿,將斷面旋轉90°,移到輪廓線外畫出。
重合斷面如圖1-4所示。當重合斷面圖形對稱時可省略投影方向和斷面位置標記。這是一個拉手的兩視圖,中部與兩邊都畫出了其剖面形狀,圖形經過旋轉90°后,畫在輪廓線內部,要注意重合斷面圖的輪廓線是用細實線畫出的。
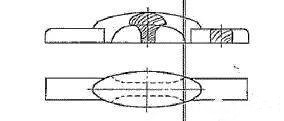
1-4重合斷面圖
三、零件圖和部件圖的識讀:
隨著家具生產的發展,家具結構的變化,要求組織零部件專業化生產以提高生產率。為了使某一工段成車間生產的部件,符合裝配成合格家具的要求,就要對部件的尺寸、其他質量提出合理的求求,由此就應該單獨畫出部件圖、零件圖,詳細注明它們的技術要求。另外,結構裝配圖也常常不可能做到包羅萬象,有些部件生產使用結構裝配圖就顯得不合適,易于出錯或達不到部件應有的要求,導致整個家具質量的降低。從生產發展的需要看,除了生產數量較少的家具外,按零部件組織生產都必須畫出零件圖、部件圖。
零件圖是為了加工零件用的,從設計上應滿足家具對零件的要求,如形狀、尺寸;從加工工藝上則應便于看圖下料,進行各道工序的加工,因此視圖的繪制同時要符合加工需要。
圖1-5所示為某柜子的一只腳,軸線水平放就是為符合加工位置的需要(如進行車削和鉆孔)。如果按照在家具上的位置,軸線應放成鉛垂位置,這樣對加工就很不方便了。
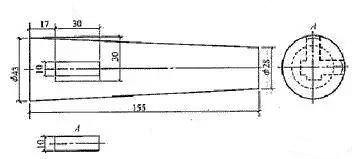
圖1-5柜腳零件圖
另外,為了簡化畫圖,在不致引起誤解情況下,往往可簡化某些交線,圖1-5中左視圖一般可簡化成如圖1-6所示那樣,雖然投影不全了,但這個圖不會造成任何誤解。另外,為加工需要,零件圖常把干坯料用雙點畫線畫出其輪廓。
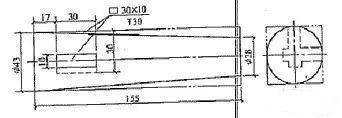
圖1-6簡化了的柜腳零件圖
四、裝配圖的識讀:
在著手組織生產家具時,主要反映家具造型和功能的設計圖必須反映出家具的內外詳細結構,包括零、部件的形狀,它們之間的連接方法等,這種圖樣稱為結構裝配圖。結構裝配圖應該具備生產該家具的種種技術要求。
結構裝配圖是作為生產發展過程的一個階段需要而出現的。隨著生產方式的不同和規模批量的擴大,逐步要求組織部件直至零件的專業化生產,就需要與之配合的部件圖和零件圖,這樣結構裝配圖的性質就將逐漸變化,圖形可大為簡化,數量也大幅度減少,成為單一功能的裝配圖了。
由于結構裝配圖的功能,要求作為生產全過程的依據,所以凡生產上需要的內容基本上都應具備。結構裝配圖內容主要有:視圖、尺寸、零部件明細表、技術條件,如當它替代設計圖時,還應畫有透視圖。
1、視圖:結構裝配圖的視圖部分是由一組基本視圖,一定數量的局部詳細,以及個別零件、部件的局部視圖所組成。基本視圖一般都以剖視圖的形式出現,特別是外形簡單的家具或已經有設計圖的家具。
基本視圖選擇的剖視種類,應注意兩個原則:一是要盡可能多地表達清楚內部結構,特別是連接部分結構,二是圖形不要過多。剖面的位置選擇還要能真實反映構成家具的零部件形狀。至于基本視圖的數量則視家具的復雜程度和結構特點而定,一般不少于兩至三個。其中主視圖的選擇要注意反映家具形體的基本特征。
由于基本視圖要求表達家具整體,在圖樣上需要按一定比例縮小后畫出,且一件家具的幾個基本視圖應盡可能安排在一張圖紙上,這樣基本視圖就不可能畫得很大,局部結構相對來說就難以表達清楚,因此結構裝配圖幾乎都要采用局部詳圖。局部詳圖的選用要點是詳細表達主要結構,如零部件之間的結合方式,連接件以及榫結合的類別、形狀以及它們的相對位置和大小,再如某些裝飾性鑲邊線腳的斷面形狀,還有如基本視圖中因太小而畫不清楚更無法標注尺寸的局部結構。
此外,有些零件,如果不是外購的,又沒有零件圖,也要在結構裝配圖中表達清楚,通過對某些零件的局部視圖等形式表達,部件也是如此。如圖1-7所示,為某活動餐桌的結構裝配圖。
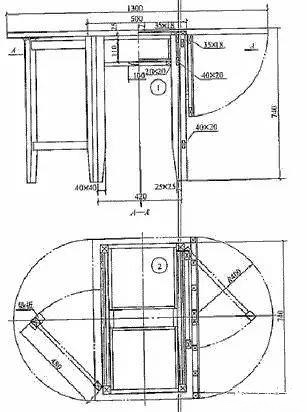
圖1-7活動餐桌的結構裝配圖
2、尺寸:結構裝配圖是供制造家具用的,因此除了表示形狀外,還要詳盡地標注尺寸,凡制造該家具所需要的尺寸一般都應能在圖上找到。標注尺寸包括下面幾個方面:
1).總體輪廓尺寸:家具的規格尺寸,指總寬、長和高。如是柜子,則總體尺寸一般是指柜體本身的寬和長,以及頂板或面板離地高度,不包括局部因結構、裝飾而凸出的尺寸。
2).部件尺寸:如腳架、抽屜、門頂的尺寸。
3).零件尺寸:方材常首先注出其斷面尺寸,較多采用簡化注法一次性注出較多;板材則一般要分開注出其寬和厚。
4).零件、部件的定位尺寸:是指零件、部件相對位置的尺寸。
3、零部件明細表:當工廠組織生產家具時,隨著結構裝配圖等生產用圖樣的下達,同時應有一個包括所有零件、部件、附件、耗用的其他材料清單附上,這就是明細表。目前生產工廠大都有專用表格供填寫,明細表的格式和內容由各工廠根據生產實際需要而定,無統一標準。明細表常見內容有:零部件名稱、數量、規格、尺寸,如用木材還須注明樹種、材種、材積等,此外還有需用的附件、涂料、膠料等的規格、數量等。注意明細表中開列的零件、部件規格尺寸均指凈料尺寸,即零件加工完成的最后尺寸。
零部件明細表可以直接畫在圖中,特別是部件圖中的零件明細表,不再單獨列表。這時就需要對零、部件進行編號,以方便在圖上查找。編號用細實線引出線,末端指向所編零、部件,用一小黑點以示位置。編號應考慮幾個原則,一是要按順序排列整齊;二是盡可能使有關零、部件集中編號,其中包括外購件另外編號,甚至直接寫在圖上。對于有零、部件圖的家具裝配圖來說,如板式家具明細表,如不太復雜可以直接畫在標題欄上方,這時編號的零部件填寫要從下向上寫,這樣可避免因遺漏而無法添加補齊。零、部件的編號是從圖中查找方便;此外,還應給予代號。代號的任務不僅以數字順序表示不同零件、部件,更重要是反映零部件的歸屬便于分清,不致弄亂造成損失。在零、部件種類較多或同時生產類似家具時,代號顯得尤為重要。
4、技術條件:技術條件是指達到設計要求的各項質量指標,其內容有的可以在圖中標出,有的則只能用文字說明。例如對家具尺寸精度的要求、形狀精度的要求、表面粗糙度、表面涂飾質量等的要求,以及在加工時需要提出的某些特殊要求。在結構裝配圖或裝配圖中,技術條件也常作為驗收標準的重要依據。

銷售總監:13924922713
首席設計師:13924949213
網址:www.wei-do.cn
電話:400-1800-819 0760-88710819
商務QQ:100963300 微信號:LHT13924949213
地址:廣東省中山市南區西環三路19號雅泰總部大樓

掃一掃關注
官方微信

掃一掃打開
手機網站